Testowanie naszych produktów
Budowa modułu fotowoltaicznego i dobór materiałów
Panel słoneczny składa się z kilku połączonych warstw komponentów, z których każdy ma wpływ na jakość, wydajność i żywotność samego produktu końcowego. Jeśli chodzi o wybór panelu słonecznego, obecnie na rynku jest wielu dostawców oferujących różne jakości i ceny. Moduł 100 W może się znacznie różnić między producentami pod względem wydajności i trwałości. Dlatego jako klient warto wiedzieć, co wpływa na cenę, wydajność i trwałość gotowego modułu słonecznego.
Moduł ogniw słonecznych składa się z następujących warstw komponentów:
• Rama aluminiowa
Ramki do modułów fotowoltaicznych są dostępne w różnych rozmiarach i o różnej wytrzymałości. W produkcji Sunlux stosowane są ramki z anodowanego aluminium o grubości 35 mm z podwójnymi ściankami (dual wall frame), aby zapewnić maksymalną stabilność i wytrzymałość ramki.
• Szyba przednia
Szyba przednia jest bardzo ważnym elementem zapewniającym wysoką wydajność modułu, co ma szczególne znaczenie w przypadku niskich kątów padania promieni słonecznych i poziomego montażu panelu słonecznego. Ogólnie rzecz biorąc, istnieją dwa rodzaje szkła: szkło gładkie oraz szkło z powłoką antyrefleksyjną, o różnej grubości i jakości. W naszej produkcji wybraliśmy odporne na grad szkło przednie o grubości 3,2 mm z powłoką antyrefleksyjną i hydrofobową. Oznacza to, że szkło skutecznie załamuje i pochłania promieniowanie słoneczne, a jednocześnie ma samoczyszczącą powierzchnię, która jest odporna zarówno na gradobicie, jak i silny wiatr.
• Laminat izolacyjny
Pomiędzy szkłem a warstwą komponentów zastosowano materiał izolacyjny o nazwie EVA (etylenowo-octan winylu). W procesie produkcyjnym materiały są łączone w solidną konstrukcję za pomocą próżni i temperatury do około 150 stopni. Bardzo ważne jest, aby proces ten był przeprowadzany w prawidłowy sposób w połączeniu z wysokiej jakości EVA. W linii produkcyjnej Sunlux proces ten odbywa się pod ścisłą kontrolą w dokładnie określonych warunkach.
• Ogniwa krzemowe
Ogniwo krzemowe jest zdecydowanie najważniejszym elementem modułu, a także elementem, który w głównej mierze decyduje o cenie gotowego produktu. Obecnie na rynku dominują dwa rodzaje ogniw krzemowych: ogniwa monokrystaliczne i polikrystaliczne. Ogniwo monokrystaliczne jest bardziej wydajne i ma dłuższą żywotność niż ogniwo polikrystaliczne. Ponieważ ogniwo monokrystaliczne wymaga bardziej zaawansowanego procesu produkcji, jego cena jest o około 25–35% wyższa niż w przypadku odpowiedniego ogniwa polikrystalicznego.
Oprócz dwóch najpopularniejszych rodzajów płytek krzemowych istnieją różne klasy jakości. Klasy jakości opierają się na stopniu występowania wad na płytce krzemowej.
Jeśli chodzi o oznaczenia klas jakości, klienci powinni zachować czujność. Niestety na rynku panuje chaos w zakresie pojęć dotyczących jakości, a niektórzy producenci sprzedają panele klasy A, w których wykorzystują ogniwa niższej klasy, aby obniżyć koszty produkcji. Całkowicie możliwe jest wyprodukowanie modułu wyłącznie z ogniwami klasy B lub C. W rezultacie moduł nie osiąga jednak maksymalnej wydajności. Powstaje efekt rozbieżności na powierzchni modułu i ryzyko wystąpienia tzw. „hot spotów” z powodu rozbieżności w różnych płytkach ogniw. To z kolei prowadzi do skrócenia żywotności, a w najgorszym przypadku może dojść do powstania śladów przypalenia i zwarcia. Dzięki zastosowaniu ogniw klasy B można obniżyć całkowity koszt produkcji aż o 60%. Moduły te są najczęściej sprzedawane na stronach aukcyjnych oraz w tanich marketach, gdzie wiedza techniczna na temat produktu jest często ograniczona.
Aby zaklasyfikować płytkę komórkową do odpowiedniej klasy jakości, muszą być spełnione poniższe kryteria.
Klasa A:
– Bezbłędna płyta komórkowa bez widocznych wad.
– Wartości pomiarowe elektryczne zgodnie ze specyfikacją
– En böjning på <= 2.0mm samt svag färgavvikelse är inom toleransramarna.
Klasa B, jeśli spełniony jest którykolwiek z poniższych kryteriów:
– Częściowo odbiegające specyfikacje elektryczne
– Wygięcie płyty o 2,0–2,5 mm
– Zmiany koloru na ponad 1/4 powierzchni komórki
– Missade prints < 0,5mm
– Pastaläckage på 0.3mm- <2mm2
– Ślady o długości 15–50 mm
– Vattenmärken L<15mm,W<2mm
Klasa C, jeśli spełniony jest którykolwiek z poniższych kryteriów:
– Widoczne uszkodzenia płyty komórkowej
– Pęknięte krawędzie
– Wartości elektryczne całkowicie odbiegające od specyfikacji
W Sunlux wiemy, że nie ma żadnych skrótów do stworzenia dobrego modułu fotowoltaicznego. Dlatego zdecydowaliśmy się używać tylko ogniw najwyższej jakości do produkcji naszych modułów fotowoltaicznych. Obecnie używamy tylko ogniw PERC, PERC MBB i TOPCon.
W produkcji naszych półelastycznych paneli nie stosujemy standardowych ogniw, ponieważ nie są one wystarczająco elastyczne ani wytrzymałe, aby można je było zastosować w panelach z giętkim i elastycznym laminatem przednim. Mimo to są one dość powszechne na rynku. Niestety, tego typu ogniwa często mają krótką żywotność i są kosztowne. W Sunlux stosujemy zamiast tego technologię MBB (multi busbar). Ogniwa te wyróżniają się tym, że na ich górnej powierzchni znajduje się wiele cienkich przewodników prądu, które zapewniają minimalny opór. W rezultacie otrzymujemy panel, który bardzo dobrze radzi sobie z częściowym zacienieniem, ale także znacznie zwiększoną odpornością na uszkodzenia zewnętrzne, ponieważ opór w ogniwie jest bardzo niski. Ogniwa te należą do absolutnej czołówki zarówno pod względem wydajności, jak i jakości. Gwarantują one uzyskanie produktu końcowego, który spełnia wymagania zarówno pod względem wydajności, jak i trwałości.
• Lutowanie
Aby panel słoneczny działał optymalnie, wszystkie ogniwa muszą być połączone ze sobą z dużą precyzją. Jeśli w procesie produkcji nie stosuje się precyzyjnie kontrolowanego procesu lutowania, istnieje zwiększone ryzyko, że panel nie będzie działał optymalnie, a jego żywotność ulegnie skróceniu. W najgorszym przypadku mogą pojawić się ślady przypalenia i zwarcia. Panele Sunlux są produkowane w nowoczesnym zakładzie produkcyjnym z całkowicie zautomatyzowanym procesem lutowania, co gwarantuje optymalne lutowanie zapewniające długotrwałą wydajność modułu.
• Tył
Laminat tylny stosowany przez Sunlux składa się z warstwy kompozytowej o nazwie TPT (Tedlar®+PET+Tedlar®). Tedlar® to folia polifluorek winylu produkowana przez firmę Dupont. Jest to specjalnie opracowana folia enkapsulacyjna przeznaczona dla przemysłu fotowoltaicznego. Folia tego typu wytrzymuje ekstremalne temperatury i ciśnienie przez wiele lat bez uszkodzeń. Dzięki temu moduł ogniw słonecznych pozostaje nienaruszony przez cały okres eksploatacji. Laminat tylny może być czarny lub biały. Istnieją również przezroczyste laminaty tylne. W firmie Sunlux stosujemy głównie białe laminaty, ponieważ powierzchnia panelu pozostaje nieco chłodniejsza, a pod względem wzornictwa najlepiej pasuje do białego dachu, np. kampera/przyczepy kempingowej/łodzi.
• Skrzynka przyłączeniowa
Skrzynka przyłączeniowa jest wrażliwą i narażoną częścią modułu. Ważne jest, aby skrzynka miała odpowiednią klasę IP i była przystosowana do środowiska, w którym panel ma być zamontowany. W skrzynce przyłączeniowej serie płytek krzemowych panelu są połączone za pomocą diod, które zapobiegają przepływowi prądu w kierunku przeciwnym po zachodzie słońca i rozładowaniu akumulatorów. Z skrzynki przyłączeniowej wychodzą również dwa pojedyncze kable o długości 90 cm z końcówkami MC4 na każdym końcu, służące do podłączenia do regulatora ładowania.
Test jakości
Czy Twój panel słoneczny został poddany testom jakości?
Aby moduł fotowoltaiczny rzeczywiście generował napięcie i prąd zgodne z oznaczeniami, konieczne jest przeprowadzenie dokładnych testów jakości i pomiarów przy użyciu zaawansowanego sprzętu testowego. W produkcji Sunlux testy jakości i pomiary są przeprowadzane w kilku etapach procesu produkcyjnego. Kontrole jakości są jednak kosztowną częścią produkcji, dlatego też nie wszyscy producenci modułów słonecznych przeprowadzają testy niezbędne do zagwarantowania prawidłowej wydajności i trwałości modułu. Dlatego też należy sprawdzić u dostawcy, jakie testy zostały przeprowadzone w celu zapewnienia wydajności i trwałości modułu.
W procesie produkcji modułów słonecznych Sunlux kontrola jakości przeprowadzana jest za pomocą zaawansowanego sprzętu kontrolnego w kilku etapach.
1. Sortowanie komórek. W pierwszym etapie przeprowadza się pomiary i kontrolę wizualną każdej komórki, a następnie komórki są sortowane w grupy o podobnych parametrach elektrycznych.
2. Test ELCD. Podczas procesu lutowania przeprowadza się test ELCD (test elektroluminescencyjny). Odbywa się to za pomocą specjalnego sprzętu testowego, w którym za pomocą specjalnego rodzaju kamery można wykryć uszkodzenia płytki ogniwowej. Pozwala to wykryć np. pęknięcia lub inne nieprawidłowości, które nie są widoczne gołym okiem. Pęknięcie w płycie ogniwowej może już po krótkim czasie spowodować spadek wydajności modułu, a na panelu mogą pojawić się „gorące punkty”, które powodują znaczne pogorszenie wydajności. Test EL eliminuje to ryzyko. Test EL wyraźnie wykrywa moduł z wadliwymi płytami ogniwowymi.
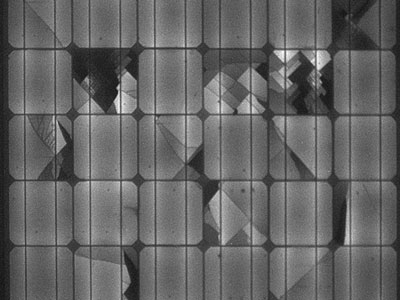
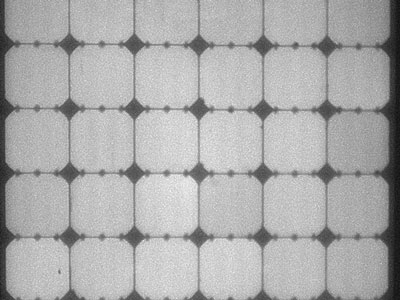
Zdjęcie powyżej: Test ELCD pokazujący panel z wadliwymi płytkami ogniw w porównaniu z modułem bez wad, wyposażonym w ogniwa wysokiej jakości.
3. Test ELCD nr 2. Po zakończeniu procesu laminowania moduł poddawany jest kolejnemu testowi ELCD. Podczas procesu laminowania moduł narażony jest bowiem na działanie wysokiej temperatury i ciśnienia próżniowego, które w wyjątkowych przypadkach mogą mieć negatywny wpływ na ogniwa i lutowania. Drugi test ELCD gwarantuje, że ogniwa nie uległy negatywnemu wpływowi podczas procesu laminowania.
4.Pomiar mocy. Po pozytywnym wyniku drugiego testu ELCD przeprowadza się pomiar mocy za pomocą tzw. testu błyskowego (flash test ). W tym teście moduł umieszcza się na stole błyskowym i podłącza do komputera pomiarowego. Następnie wywołuje się błysk światła odpowiadający 1000 W na metr kwadratowy zgodnie ze standardową metodą testową. Zmierzone wartości mogą mieć tolerancję +0-3%. Oznacza to, że panel o mocy 100 W musi generować moc 100-103 W, aby przejść test pomyślnie. Wszystkie wartości testowe są rejestrowane wraz z unikalnym numerem produkcyjnym modułu, a dane pomiarowe z każdego modułu są sprawdzane. Wielu producentów mniejszych modułów przeprowadza jedynie wyrywkowe kontrole podczas produkcji, podczas gdy inni producenci całkowicie pomijają tę kontrolę jakości, aby obniżyć koszty, co jednak skutkuje obniżeniem jakości.
W produkcji Sunlux każdy moduł jest testowany indywidualnie w celu zapewnienia jego wydajności. Dzięki tym kontrolom firma Sunlux może w 100% zagwarantować, że żaden moduł nie opuści fabryki bez spełnienia specyfikacji, które są na nim zaznaczone.
Ta kontrola jakości jest super ważna, żeby mieć dobrze działający moduł słoneczny i system, który będzie sprawnie generował prąd przez wiele lat.